
穿孔機工具主要包括:軋輥、頂頭和導板(導盤)。這些工具是直接參與金屬變形的。除此之外,還包括頂桿、毛管定位叉、導管、導槽等部件。
工具的尺寸和形狀要求合理,這樣才能保證穿出高質量的毛管,保證穿孔過程的穩定、生產率高、低能耗、工具耐磨性高、使用壽命長的要求。
4.6.1 軋輥穿孔機軋輥形狀主要有盤式輥、桶形輥和錐形輥,盤式輥很少使用,常用的是桶形輥和錐形輥。
從大體的形狀來看,桶形輥和錐形輥度一般是由兩個錐形段組成的,即入口錐和出口錐。如果細分的話,入口錐又可以分為一段式和兩段式,兩段式是為了改善咬入條件和減少從車次數。根據毛管擴徑量的需求,出口錐也可以分為一段式和兩段式,兩段式用于大擴徑量的機組。
另外,有的軋輥在入口錐和出口錐之間采用過渡帶即軋制帶,有的則沒有。軋制帶的作用是防止兩錐相接處形成尖銳棱角,這種棱角在穿孔時會使毛管外表面產生劃傷。
軋輥的特征尺寸指軋輥最大直徑和輥身長,軋輥最大直徑和輥身長度是根據軋輥長度、軋制速度、咬入條件、軋制產品規格、電能消耗、軋輥重車次數等因素確定。
軋輥直徑增加,則咬入條件改善、軋制速度提高、軋輥重車次數增加、軋輥的利用率高,但同時也增加了軋制壓力和電能消耗。
軋輥入口錐的角度大小決定管坯能否順利咬入和積累足夠的力以克服頂頭阻力使管坯穿成毛管。相關的文獻指出,入口錐角在2~40之間,一般情況下將軋輥的入口錐設計成兩段,第一段的角度在1~30之間,為的是保證管坯的咬入,第二段的角度在3~60之間,為的是防止形成孔腔。
軋輥的出口錐角在3~40之間,這取決于管坯的擴徑量,擴徑量越大,角度越大。
確定軋輥入口錐和出口錐的長度首先為了校核軋輥的長度是否滿足毛管咬入和擴徑的要求,其次為在生產中合理使用軋輥。
軋輥入口錐長的計算公式為:
軋輥出口錐長的計算公式為:
注:DB-管坯直徑;
E-軋輥距離;
DR-毛管直徑;
αe—軋輥入口錐段的空間角,可以近似等于軋輥入口錐角;
αa—軋輥出口錐段的空間角,可以近似等于軋輥出口錐角。
4.6.2導盤導盤的作用是封閉孔型。導盤設計要素主要有:接觸弧半徑和厚度。見圖4-7。
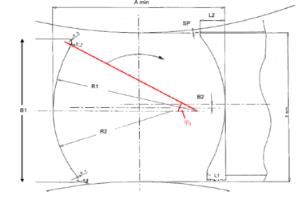
圖4-7
導盤的輪廓是由一般有兩個半徑入口半徑R2、出口半徑R1組成,根據經驗我們可以確定其值的大小:
入口半徑:R2=(0.66~0.70)*DB
出口半徑:R1=(0.8~0.87)*DB
到盤厚度由最小軋輥距離和導盤與軋輥的最小間隙決定。大小為:
B=(0.8~1.0)* DB
注:DB-管坯直徑
4.6.3導板導板的設計原則是:一種管坯需要設計一種導板,如果是用一種管坯生產不同尺寸的毛管,可以只設計一種導板。
導板的縱剖面形狀應與軋輥輥形相對應,也有入口錐、壓縮帶和出口錐組成。導板入口錐主要起到引導管坯的作用,使管坯中心線對準穿孔中心線。當管坯與上、下導板接觸時,它起著限制管坯橢圓度的作用。限制橢圓度是為了避免過早形成孔腔,同時促進金屬的縱向延伸。導板的出口錐起限制毛管橫變形,并控制毛管軋后外徑的作用。
壓縮帶是過渡帶,它不在導板的中間,而是向入口方向移動,移動值一般在20~30mm,也有到50mm的。移動的目的是:可以減小管坯在頂頭上開始碾軋時的橢圓度和減小導板的軸向阻力,提高穿孔速度。
導板的入口錐角一般等于軋輥入口錐角或比軋輥入口錐角大10~20,出口錐角一般等于軋輥的出口錐角或比軋輥的出口錐角小0.50~10。
導板的橫斷面形狀是個圓弧形凹槽,這是為了便于管坯和毛管旋轉。凹槽的圓弧可做成單半徑或雙半徑的。
導板的長度由變形區長度決定,壓縮帶寬度一般為10~20mm.
導板的厚度根據軋輥距離來確定,以薄壁毛管為設計對象。適應薄壁管的導板一定適應厚壁管的生產。
4.6.4頂頭頂頭的種類按冷卻方式來分,有內水冷、內外水冷、不水冷頂頭(穿孔過程和待軋時間內都不冷卻,主要指生產合金鋼用的鉬基頂頭):
按頂頭和頂桿的連接方式來分,有自由連接和用連接頭連接頂頭。
按水冷內孔來分,有階梯形、錐形和弧形內孔頂頭。內孔與外表面之間的壁厚有等壁和不等壁兩種。
按頂頭材質分,有碳鋼、合金鋼和鉬基頂頭。
從擴徑段分:有2段式、3段式、4段式。擴徑率小于20%用2段式頂頭,大于20%用3或4段式頂頭。
為延長頂頭的使用壽命,應通過加強冷卻水的壓力來提高頂頭在孔型中頂頭的冷卻,尤其是頂頭的前部。使用內水冷主要是為了降低頂頭內部溫度,應盡可能降到最低水平,冷卻水壓應保證在10~15 bar。
影響頂頭壽命的因素:
管坯材質,合金含量越高,變形抗力越大,頂頭壽命越低;
頂頭化分和熱處理工藝,熱處理工藝決定頂頭壽命。
穿孔時間和管坯長度,穿孔時間越長,頂頭溫度越高,頂頭越容易變形和損壞。
頂頭在穿孔過程中,頂頭承受著交變熱應力、摩擦力及機械力的作用,力的大小影響頂頭的壽命。頂頭過分磨損會劃傷毛管內表面,粘鋼后產生內折。
頂頭一般是軋制的、鍛造的或者是鑄鋼的。搬運頂頭時應保護表面的氧化層,避免脫落,否則影響使用壽命。
更換標準是:
頂頭頭部磨損,磨損帶長度超過5mm,破損面積超過30cm2.
穿孔段出現裂紋;裂紋長度超過60mm,寬度在1.0mm左右。
粘鋼,有粘鋼就該更換。
剔廢的頂頭原則上不能重復使用,若重車,需要再次熱處理。
下面以2段式頂頭舉例說明設計過程,設計的前提是必須已知軋輥的尺寸和管坯直徑、毛管直徑、毛管壁厚及咬入角。
——確定軋制帶處(HP)的輥距(E)
輥距(E)的大小取決于:
材料的鋼級.
.管坯的直徑
毛管壁厚
下面是一些常見鋼中的輥距值(E)
碳鋼:E = 0.84 to 0.9 * DB = 84 to 90 %, usual 86 – 89 %
低合金鋼:E = 85 ~ 90 %, 87 ~ 90 %
高合金鋼E = 88 ~ 91 %, 88 ~ 90 %
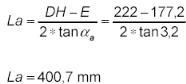
確定軋輥的入口長度(Le)和出口長度(La),計算它們是為了驗證其長度是否超過軋機的設計長度,公式見前面軋輥設計部分。如果計算的結果是入口長度(Le)或出口長度(La)比軋輥現有的相應部分大的話就得加大軋輥間距(E)或者增加入口錐角和出口錐角
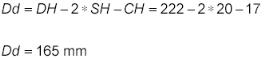
——確定頂頭直徑(Dd)
——毛管與頂頭的間隙值(CH),目前仍以經驗值或經驗公式為主

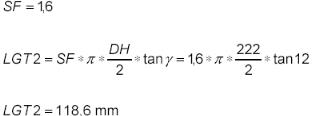
——確定頂頭坪滑段的長度(LGT2)
平滑段的作用是均勻壁厚的偏差,長度至少要保證毛管能夠轉一周并加上保險系數。即

SF—平滑系數1.2 ~2, 通常為1.5

 --咬入角
--咬入角
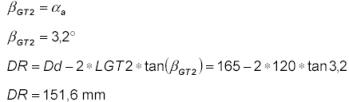
LGT2必須小于頂頭過HP處的長度,否則的話減小系數值。平滑段的角度 近似等于軋輥的出口錐角
近似等于軋輥的出口錐角
——確定頂頭穿孔段末端的直徑(DR)

——計算頂頭前伸量Ld1
頂頭前伸量的大小影響著穿孔的過程和毛管的質量.生產中應避免在頂頭的前部形成空腔,這樣有利于減輕毛管內表面的缺陷。但起決定性的影響內表面缺陷的因素有頂頭前直徑減徑率和管坯接觸頂頭前轉動的次數。換句話說,頂頭前直徑減徑率的參考極限值如下:
碳鋼 
低合金鋼
高合金鋼
——自由段長度(GL), 機關批從接觸軋輥到頂頭前的長度,必須保證管坯轉一周。

GF=1 to 1.5
如果軋輥之境與管坯直徑的比值較大的話,GF可以取值范圍為0.8 to 1
所以頂頭位置(Ld1)為:

頂頭前伸量的值至少要大于40mm,系數GF通常影響頂頭位置和頂頭前的壓下量。
——確定頂頭長度(Ld)
頂頭再HP后長度(Ld2)計算公式如下:
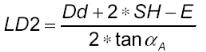
所以頂頭長(Ld)為

—— 確定頂頭鼻部的直徑(F)
一般情況下F = 0.25 to 0.30 * Dd (Dd < 80 mm)
F = 0.18 to 0.25 * Dd (大頂頭) 但不能小于16毫米
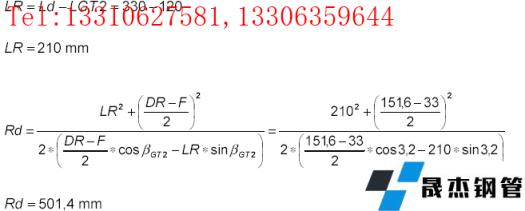
——確定頂頭圓弧半徑(Rd),公式如下:
其中圓弧段的長度的求法是:

圓弧半徑為:
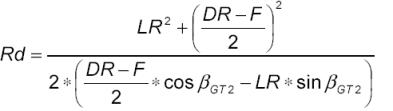
圓弧半徑值(Rd)的范圍在300~ 900 mm之間. 2段式頂頭的圓弧半徑值不要取上限值。
——給定
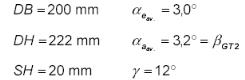
——計算
輥距
E =177,2 mm (選擇直徑壓下率為88.6 % of DB, 見附表1 )
入口錐長度
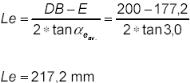
出口錐長度
頂頭與毛管的間隙
Clearance:
CH=10 mm (見附表2) 桶形棍—— CH
 (錐形輥取值比桶形輥大)
(錐形輥取值比桶形輥大)
平滑段長度
故取
確定平滑段開始處的直徑
自由工作段長度(咬入段)
選擇GF= 1.05

頂頭前伸量
頂頭在HP點后的長度


頂頭長


核查頂頭前伸量


核查實際的咬入系數
F==0.2*165.
F== 33mm
附表1:
——直徑壓下率

——徑壁比
附表2:
CH
 壁厚
壁厚
免責聲明:本網站(山東聊城晟杰無縫鋼管廠www.www-86604.com)刊載的“4.6 穿孔工具及設計(厚壁鋼管)”等均源于網絡,版權歸原作者所有,且僅代表原作者觀點,本文所載信息僅供參考。轉載僅為學習與交流之目的,如無意中侵犯您的合法權益,請及時聯系刪除。本網站刊登此篇文章并不意味著本站贊同其觀點或證實其內容的真實性,我們不對其科學性、嚴肅性等作任何形式的保證。如果侵犯了您的版權,請盡快聯系我們予以撤銷,謝謝合作!
請查看相關產品 厚壁鋼管,厚壁無縫鋼管,厚壁管,無縫鋼管廠,無縫鋼管廠家
 銷售一部:0635-8876028 13310627581 李經理銷售二部:0635-8791921 13306359644 任經理銷售三部:0635-8791912 15653133503 張經理
銷售一部:0635-8876028 13310627581 李經理銷售二部:0635-8791921 13306359644 任經理銷售三部:0635-8791912 15653133503 張經理 傳 真:0635-8878086
傳 真:0635-8878086 山東省聊城市國家級經濟技術開發區景陽崗路東段路北
山東省聊城市國家級經濟技術開發區景陽崗路東段路北



